The nominal pressure of a hydraulic cylinder is not set arbitrarily. It is comprehensively calculated based on the yield strength of cylinder barrel material, wall thickness structure and bearing limit of seals. The nominal pressure of standard general models takes 16MPa as the basic design value.
This parameter matches the safe bearing limit of ordinary carbon steel cylinder barrels, standard polyurethane seals and conventional guide structures, and also serves as the most common selection standard for construction machinery and trailer hydraulic systems. In actual operation, instantaneous impact pressure is allowed to briefly exceed the nominal pressure, while the long-term continuous working pressure should not exceed 85% of the rated value. This is the core design principle to avoid internal leakage, accelerated seal aging and cylinder barrel deformation.
Under long-term over-rated pressure conditions, the inner wall of the cylinder barrel will produce slight elastic deformation, and the matching gap between the guide sleeve and piston rod will shift, damaging the original precise tolerance of 0.02–0.03mm.
With the gap enlarged, lateral flow of hydraulic oil intensifies and the piston ring bears uneven force, leading to gradual partial wear. In the later stage, common faults such as internal leakage, insufficient lifting force and rapid load settlement will occur, which are also major causes of frequent hydraulic failures in on-site equipment.
The ambient temperature of 20℃–30℃ is the optimal matching range for seal material design. Polyurethane and nitrile rubber seals maintain standard values in hardness, elastic compression and oil resistance.
Under this condition, the sealing lip fits evenly with the cylinder wall and keeps constant preload, maintaining stable oil sealing performance for a long time without abnormal wear and deformation.
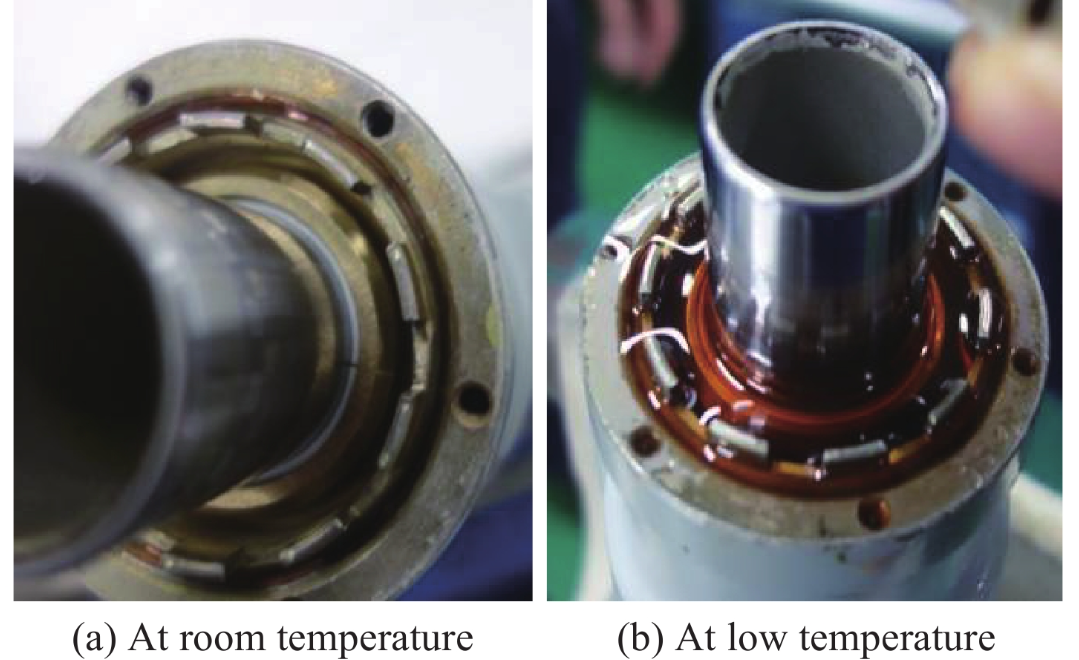
When the temperature drops below -15℃, the molecular activity of sealing materials decreases with higher hardness and lower toughness. The fitting flexibility of the sealing lip becomes poor and cannot compensate for tiny gaps adaptively, which is the main cause of low-temperature leakage.
Long-term operation above 40℃ will accelerate hydraulic oil oxidation and produce colloidal impurities. Meanwhile, seals age and harden faster with reduced elasticity, causing gradual continuous slight leakage and affecting the overall operational stability.
Hard chrome electroplating on piston rods is a standard industry protection process. For formal mass-produced products, the plating thickness is strictly controlled within 0.08mm–0.12mm.
Too thin plating fails to provide adequate resistance to sand friction and corrosion, resulting in scratches and rust spots in a short time under outdoor working conditions. Excessively thick plating will increase internal surface stress and cause peeling, damaging surface smoothness and accelerating seal wear.

The surface roughness of finished piston rods is controlled at Ra0.2–Ra0.4μm. This precision meets the demand of low-friction telescopic movement and avoids scratching the sealing lip caused by micro burrs on the surface.
Excessively high roughness will continuously wear the seal by microscopic protrusions; while overly smooth surface reduces oil storage capacity and makes it hard to form stable oil film, increasing the risk of dry friction and shortening the service life of sealing components.
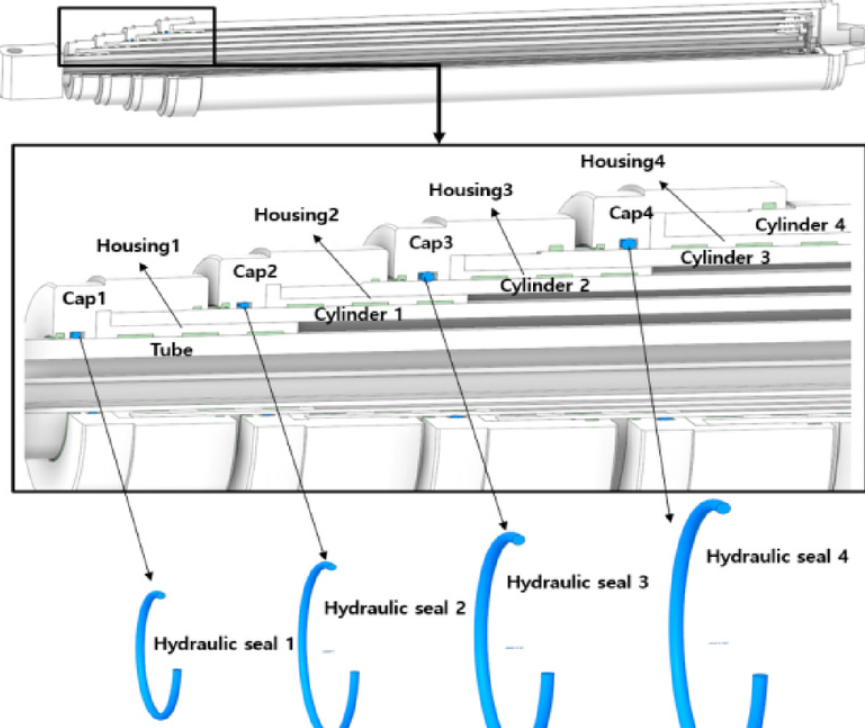
Multi-stage hydraulic cylinders have inherent structural differences in stroke, effective acting area and oil passage diameter of each stage. Models without synchronous optimization design will produce position deviation during full-stroke telescopic operation.
Machining coaxiality, guide sleeve clearance and oil flow distribution are three core process factors determining the synchronization accuracy of multi-stage cylinders.
Built-in buffer throttle structures at both ends of hydraulic cylinders reduce the flow rate of hydraulic oil at the end of stroke through the damping effect of throttle orifices, avoiding rigid impact between piston and end cover.
Reasonable buffer design weakens start-stop impact, reduces overall equipment vibration and lowers fatigue damage of welding seams and mounting brackets. It is especially suitable for high-frequency start-stop scenarios such as vehicle-mounted lifting, port machinery and agricultural heavy-duty equipment.
In the industry precision assembly standard, the assembly clearance between guide sleeve and piston rod is stably controlled at 0.02mm–0.03mm.
Too small clearance will cause jamming and unsmooth telescopic movement due to thermal expansion when temperature rises; excessive clearance increases radial shaking of the piston rod, leading to concentrated eccentric load and unilateral wear, thus shortening the overall maintenance cycle.
The assembly coaxiality of cylinder barrel, end cover, guide sleeve and piston rod is a key control point in manufacturing and assembly.
Hydraulic cylinders with excessive coaxiality deviation operate under eccentric force for a long time, greatly increasing the probability of unilateral seal wear and local cylinder wall scratch. It is also an important technical reason for obvious service life differences among products of the same specification.