In industries ranging from construction and mining to agriculture and material handling, few components are as essential as the hydraulic cylinder. This linear actuator converts fluid power into mechanical force and motion, enabling equipment to lift, push, pull, and lower massive loads with precision. As global infrastructure projects expand and automation reshapes industrial workflows, the role of robust actuation becomes even more critical. Engineers and maintenance specialists constantly seek units that deliver consistent output under extreme pressures, temperature fluctuations, and abrasive environments. The evolution of sealing technologies, metallurgy, and smart monitoring systems now defines the next generation of linear actuation solutions. Understanding why the hydraulic cylinder remains indispensable requires examining its design complexity, application versatility, and the relentless pursuit of reliability.

Every heavy-duty machine—from excavators and forklifts to press brakes and injection molding equipment—depends on controlled linear motion. The linear actuator achieves this by converting pressurized fluid energy into mechanical thrust. Unlike pneumatic systems, hydraulic versions operate at significantly higher pressure levels, delivering forces that can exceed several hundred tons. Their compact envelope relative to output power makes them ideal for mobile and stationary equipment alike. Key performance characteristics include:
Modern factories and job sites require these actuators to endure millions of cycles while maintaining leak-free performance. Therefore, material selection (high-tensile steel, composite coatings, or stainless alloys) and seal configurations (polyurethane, PTFE, or nitrile compounds) directly influence the operational life of any hydraulic actuator. Field data shows that a well-designed unit can outlast the original equipment’s service life when properly maintained.
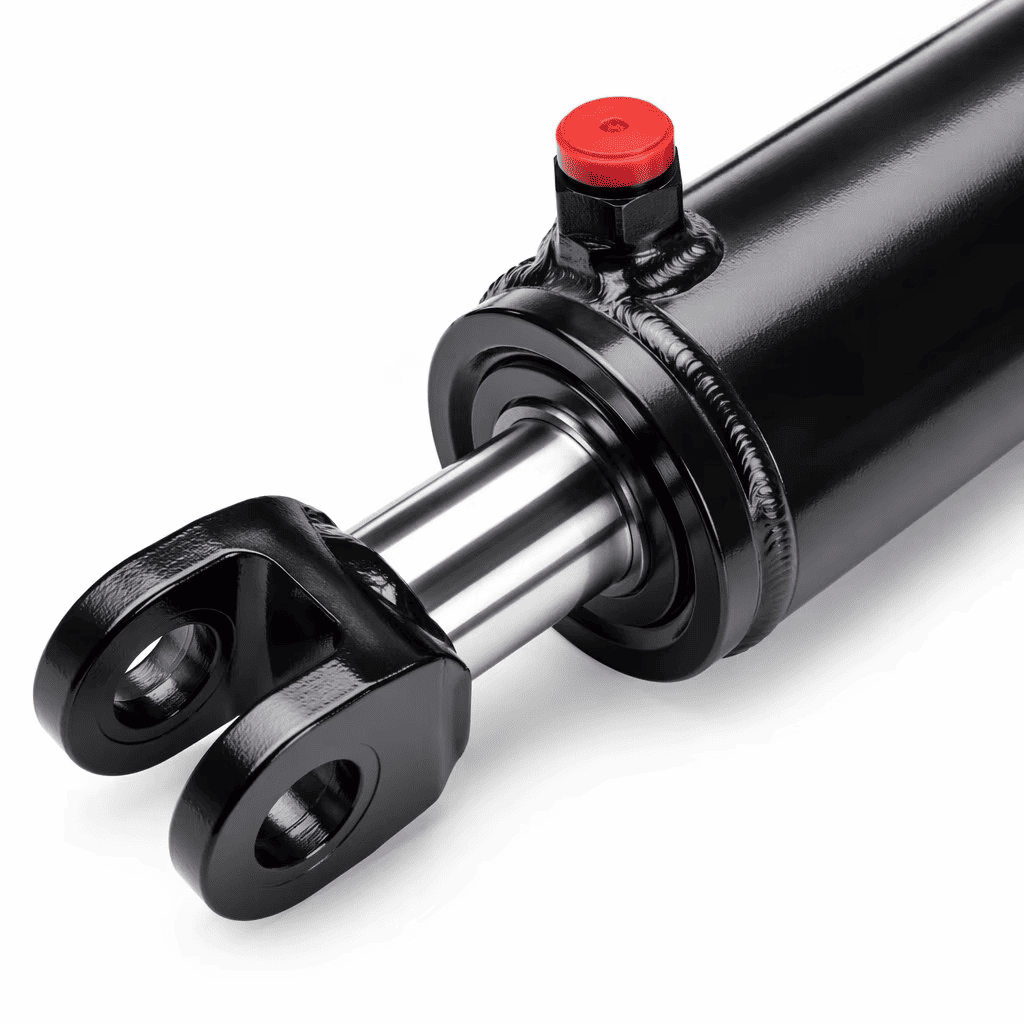
One of the most critical subassemblies inside any hydraulic linear actuator is the sealing package. Engineers have moved beyond conventional O-rings toward multi-lip wiper seals, buffer seals, and rod seals that prevent contamination ingress while minimizing friction. Advanced polytetrafluoroethylene (PTFE) composites with bronze fillers exhibit exceptional wear resistance and low breakout friction. Additionally, chrome-plated piston rods with nano-ceramic coatings drastically increase corrosion resistance, even in marine or chemical-rich environments. The result is an actuation unit that maintains constant efficiency across wide temperature ranges, from arctic cold to desert heat.
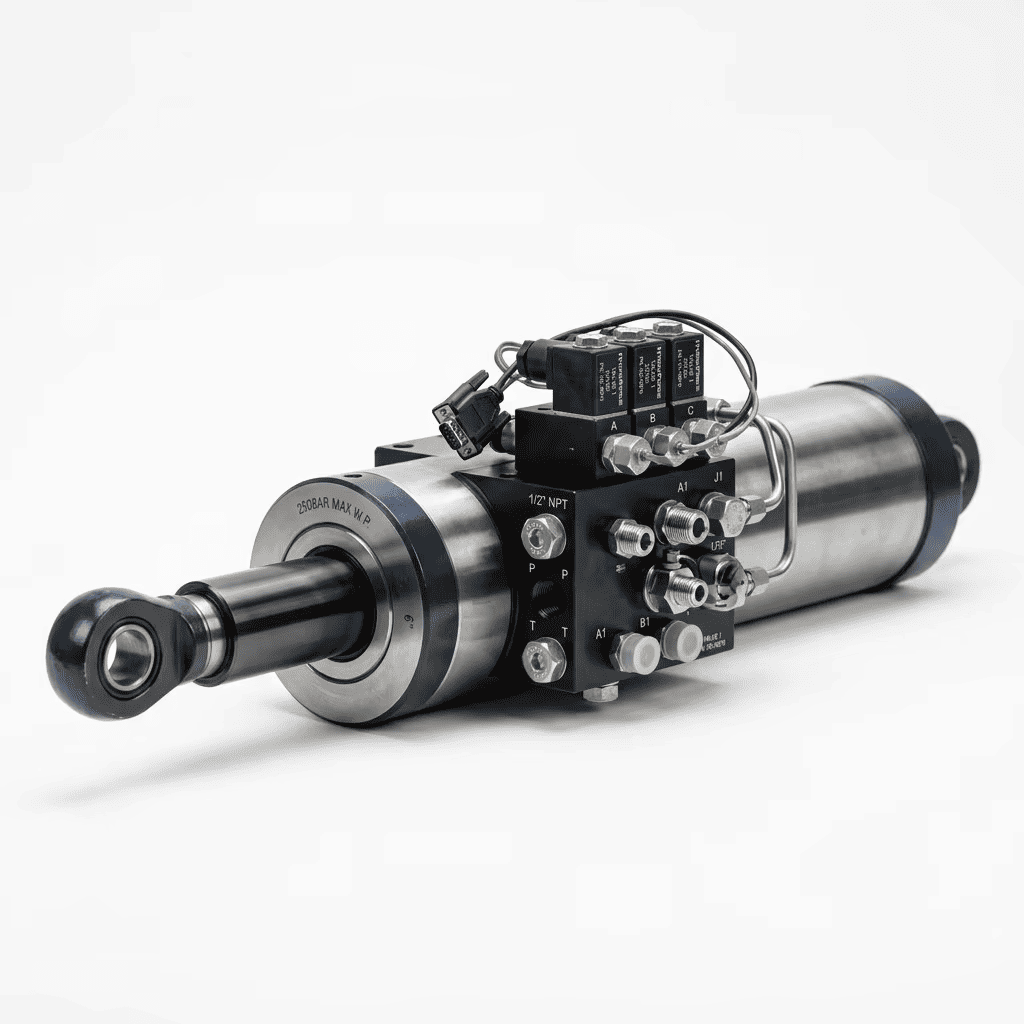
The Industry 4.0 movement has introduced sensors embedded directly into the housing. These units measure position, pressure, temperature, and vibration in real time. By transmitting data to a central controller or cloud platform, operators can predict seal degradation, rod bending, or internal bypass before catastrophic failure occurs. This predictive maintenance approach reduces unplanned downtime and lowers total ownership costs. A smart actuation device can also adjust its own damping characteristics to match variable load conditions, improving both safety and energy efficiency.
To meet sustainability targets and fuel efficiency requirements in mobile machinery, manufacturers experiment with carbon-fiber-reinforced barrels and high-strength aluminum alloys. While steel remains dominant for extreme-duty applications, these lighter alternatives reduce the overall weight of booms and lifting arms, enabling faster cycle times and lower emissions. Hybrid actuators—combining hydraulic power with electric servo drives—offer precise speed control and energy recuperation, particularly in regenerative circuits.
Choosing the right linear actuator for a specific application demands careful evaluation of multiple parameters. This stage is where selecting a reliable hydraulic cylinder becomes a strategic decision. The table below summarizes key factors and typical considerations without relying on numeric data points.
| Selection Factor | Typical Considerations | Impact on Performance |
|---|---|---|
| Operating pressure range | Low, medium, or high pressure classification; system pump output capacity | Directly influences force output and wall thickness requirement |
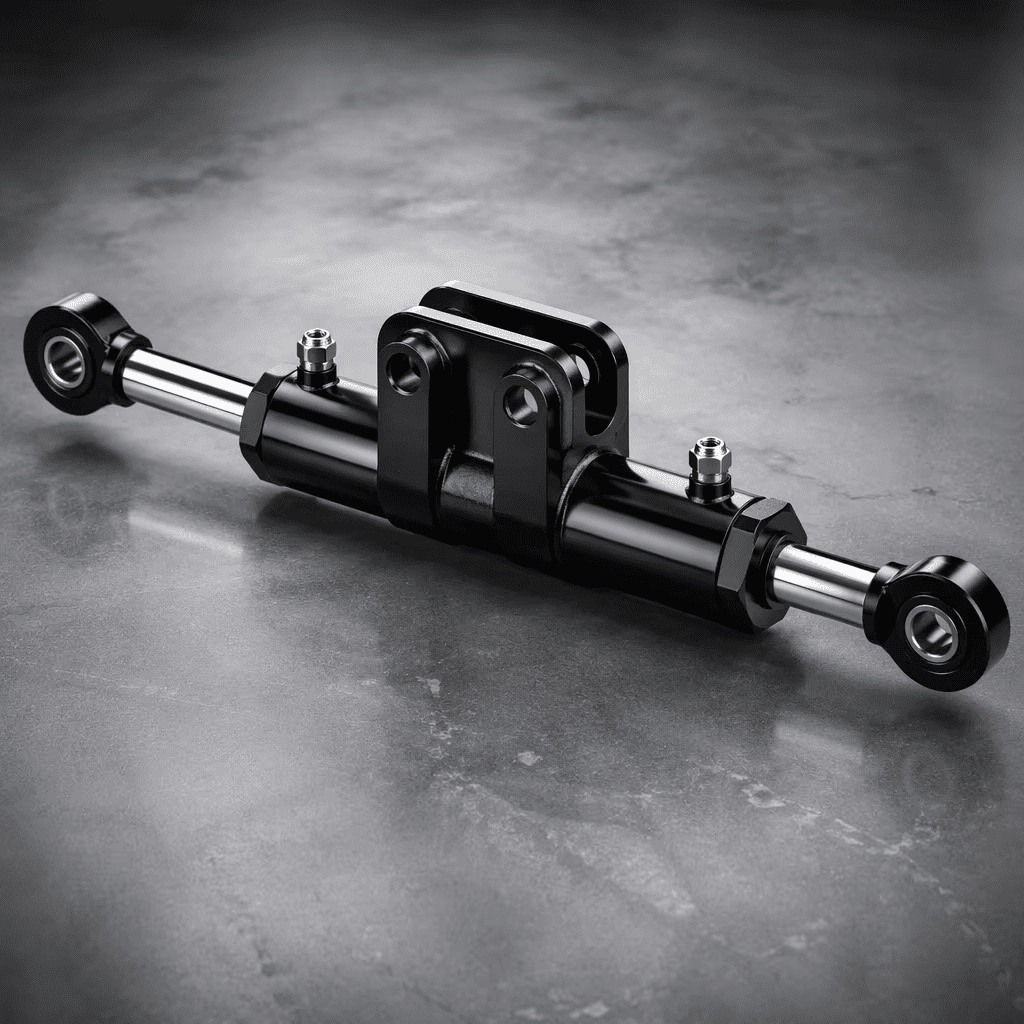
| Mounting style | Flange, clevis, trunnion, or foot mount; fixed or pivot arrangement | Determines alignment stability and ability to handle side loads |
| Stroke length | Short stroke for clamping; long stroke for lifting or pushing over distance | Affects column buckling risk and overall machine envelope |
| Seal material compatibility | Mineral oil, water-glycol, or fire-resistant fluids; temperature extremes | Prevents premature leakage and reduces maintenance frequency |
| Corrosion protection | Painted surfaces, zinc plating, or full stainless steel | Extends service life in outdoor or wash-down environments |
Beyond these factors, engineers should also evaluate the cushioning mechanism at the end of stroke. Adjustable cushioning reduces impact forces and noise, protecting both the actuator and the structural frame. For applications involving rapid cycling, such as stamping presses or recycling balers, a unit with optimized porting and low dead volume will improve energy efficiency.
Even the most robust linear actuator can experience performance degradation if not properly matched to its operating conditions. The most frequently encountered issues include:
Preventive maintenance programs should include periodic visual inspections, oil analysis to detect wear debris, and torque checks on mounting bolts. Reputable manufacturers provide detailed service manuals that specify seal replacement intervals based on cycle counts rather than calendar time.
Different market segments impose unique demands on actuator architecture. For example, offshore and subsea applications require duplex stainless steel barrels and special breather ports to withstand saltwater corrosion and external hydrostatic pressure. In the forestry sector, hydraulic actuation systems are exposed to abrasive sawdust, bark, and extreme shock loads—demanding sacrificial chrome thickness and reinforced piston eyes. Agricultural equipment prioritizes low cost and ease of field repair, often utilizing tie-rod construction. Meanwhile, aerospace test rigs need ultra-low friction units with PTFE-lined bearings to simulate flight loads without stick-slip behavior. A properly engineered hydraulic cylinder for aerospace use must pass rigorous validation cycles.
To address these varied challenges, engineering teams adopt modular design principles. By standardizing rod diameters, port threads, and mounting interfaces, they can rapidly configure an actuation solution to meet stroke, pressure, and mounting requirements without developing an entirely new product. Custom solutions may involve integrated counterbalance valves, position transducers, or special paint systems that resist ultraviolet degradation.
Manufacturers committed to delivering reliable linear actuators implement rigorous quality gates throughout production. These typically include:
Beyond these standard procedures, leading suppliers perform endurance cycling on sample units. An actuator might be subjected to millions of strokes under varying loads while monitoring temperature rise and seal condition. This accelerated life test correlates directly with field reliability and provides confidence for critical applications such as aerial work platforms or emergency systems.
As environmental regulations tighten globally, many industries are shifting toward biodegradable hydraulic fluids (vegetable-based or synthetic esters). Such fluids have different viscosity indices and additive packages compared to conventional mineral oil. Consequently, the seal materials inside the actuator must be validated for compatibility with these eco-friendly fluids. Fluoroelastomer (FKM) seals often perform well, whereas standard nitrile may swell or degrade. Additionally, manufacturers now offer zinc-free or chrome-free external coatings to reduce ecological impact during the product’s end-of-life stage. Energy efficiency is another environmental angle: a low-friction actuation device reduces the load on the prime mover (diesel engine or electric motor), directly lowering fuel consumption or electricity usage.
Even a perfectly manufactured linear actuator will underperform if incorrectly specified. For instance, selecting a unit with an undersized rod diameter for a long-stroke application invites buckling failure. Conversely, oversizing adds unnecessary weight and cost. Furthermore, misalignment between the actuator mount and the machine structure introduces side loading that rapidly destroys rod bearings and seals. This is why experienced hydraulic engineers play a decisive role in the design-in process. They perform force vector analysis, recommend appropriate cushioning lengths, and ensure that the actuator’s natural frequency does not interfere with machine control stability. Through computational fluid dynamics (CFD) and finite element analysis (FEA), they can optimize port locations and stress distribution before a single prototype is built.
When a customer presents a unique challenge—such as a device that must operate in a radioactive environment or inside a vacuum chamber—engineers must rethink materials, lubrication, and sealing concepts. No off-the-shelf product will suffice. Instead, custom-engineered solutions with specialized coatings and venting arrangements are required. The exacting demands of such scenarios often call for a bespoke hydraulic cylinder designed from the ground up.
The production of high-grade hydraulic actuation systems demands investment in precision machining centers, automated welding robots, and clean assembly rooms. Manufacturers that control the entire process—from cutting and boring steel tubes to final painting—achieve superior quality consistency. In particular, deep-hole boring and honing are core capabilities that determine the straightness and surface finish of the barrel. Poorly honed barrels lead to rapid seal wear and internal leakage, drastically shortening service life. Additionally, robotic welding of mounting brackets ensures repeatable penetration without distortion, preserving the alignment of the actuator’s axis. Assembly must be performed in a contaminant-free environment because even microscopic debris embedded in seals will score the rod or barrel, initiating a leak path. Leading facilities utilize laminar flow benches and filtered oil filling stations to guarantee cleanliness levels that meet or exceed ISO standards.
In mining operations, hydraulic actuators drive shovels, crushers, and haul truck suspensions. Downtime in these settings costs millions in lost production per day. Therefore, mining engineers prioritize designs that feature large-diameter piston rods, high-strength grey cast iron guide rings, and double wiper seals to keep out abrasive dust. Some mines have adopted nitrogen-over-oil intensifier systems to provide rapid response for breaker systems. Field reports confirm that actuators with induction-hardened rod surfaces last three times longer than standard chrome-plated rods in highly abrasive silica dust environments. Similarly, in steel mills, these devices are exposed to radiant heat and falling scale. Special heat shields, high-temperature Viton seals, and water-cooled flange mounts become standard requirements. The ability to deliver such ruggedized products without long lead times is what distinguishes capable suppliers from the rest.
Although electric linear actuators are gaining traction in light-duty applications, the hydraulic cylinder remains irreplaceable for high-power-density tasks. However, the future will see more hybridization: electro-hydraulic actuators (EHA) that combine a self-contained electric motor, pump, and linear actuator into a compact module. These units eliminate long hose runs, reduce leak points, and enable regenerative braking. Digital twins of actuation systems—virtual replicas that simulate seal wear, leakage growth, and fatigue life—will become standard tools for predictive maintenance. Engineers will input real-world duty cycles and receive accurate predictions of remaining useful life. This fusion of physical hardware with software intelligence will drive the next leap in productivity and safety.

Since its founding, HCIC has cultivated deep expertise in the engineering and manufacturing of high-performance actuation systems. With three dedicated manufacturing facilities and a separate R&D center, the organization pursues continuous improvement in every aspect of hydraulic cylinder production. The engineering team, composed of highly experienced hydraulic specialists, works collaboratively with clients to analyze application challenges, whether related to extreme temperatures, corrosive media, or high-impact loading. HCIC’s guiding philosophy—Quality, Customer, and Credibility—is embedded into daily operations, from material sourcing to final validation. Every product undergoes stringent leak testing, surface inspection, and functional verification before leaving the workshop. This disciplined approach ensures that each hydraulic component delivers consistent, reliable force transmission over years of service. For companies seeking customized actuation solutions and a partner that prioritizes integrity and technical excellence, HCIC provides a combination of modern infrastructure and seasoned engineering insight. The company’s longstanding commitment to innovation and responsive support has established it as a respected name across heavy industries worldwide. When performance and dependability cannot be compromised, HCIC delivers engineering that endures the toughest conditions.