Let’s cut the marketing fluff: if your cylinder barrel looks like a mirror, it’s probably a failure waiting to happen. Most B2B buyers mistake "shiny" for "quality," but physics says otherwise. A surface that is too smooth cannot hold an oil film. Without that microscopic layer of lubrication, your seals run dry and literally burn up in weeks.
At HCIC, we don't guess the finish. We’ve recently locked our internal standards for custom hydraulic cylinder solutions to a specific 0.2 to 0.4 Ra micron range. This creates "micro-valleys" that trap oil. It’s the mechanical difference between your seals gliding over the metal or grinding to a catastrophic halt.

We see the wreckage every month in our repair bay: multi-stage hydraulic rams from generic factories that fail because of "chatter" marks. These microscopic ripples act like a metal file. Every time that rod retracts, those waves physically shred your V-packings. You won't see a puddle on the ground yet, but your cylinder is already drifting under load.
To kill this vibration, HCIC has invested in dual-stage vertical honing machines. We are measuring straightness within 0.03mm per meter. If the data-point doesn't hit that mark, the iron never sees the assembly line. Period. We’d rather scrap a tube in the shop than have it fail on your job site.
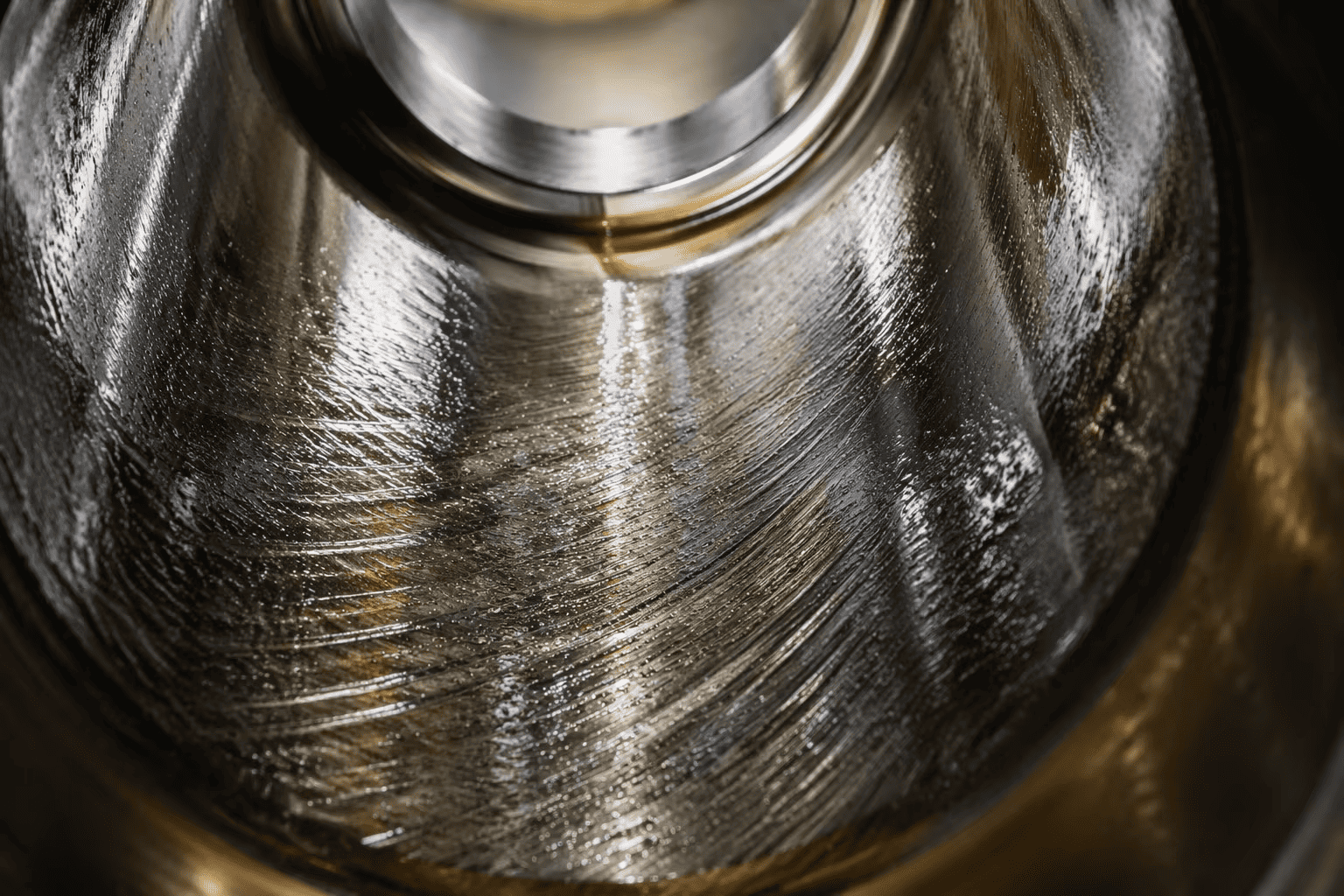
Our "Final Pass" protocol isn't for aesthetics. Before a heavy duty dump truck cylinder replacement ships, the internal bore receives a cross-hatch pattern at a precise 45-degree angle. This geometry is designed to manage fluid dynamics under high-pressure spikes. We aren't just selling iron tubes; we are providing a friction-managed environment for your equipment.
By refining the surface topology, we effectively double the service life of our custom hydraulic solutions in the North American grit. Engineering for the grind means building gear that stays in the dirt and out of the shop. If your supplier isn't talking about micron-level physics, they’re behind the times.
The 2026 industrial market doesn't forgive lazy engineering. If you want a fleet that stays in the field, you need to ask your manufacturer for their honing logs, not their catalog. HCIC is committed to this level of transparency. We provide the Ra measurements and the straightness logs for every major project.
Ready to see the technical proof behind your next order? Contact our engineering team for a technical audit today. Let’s build a supply chain that actually lasts through the toughest site abuse.