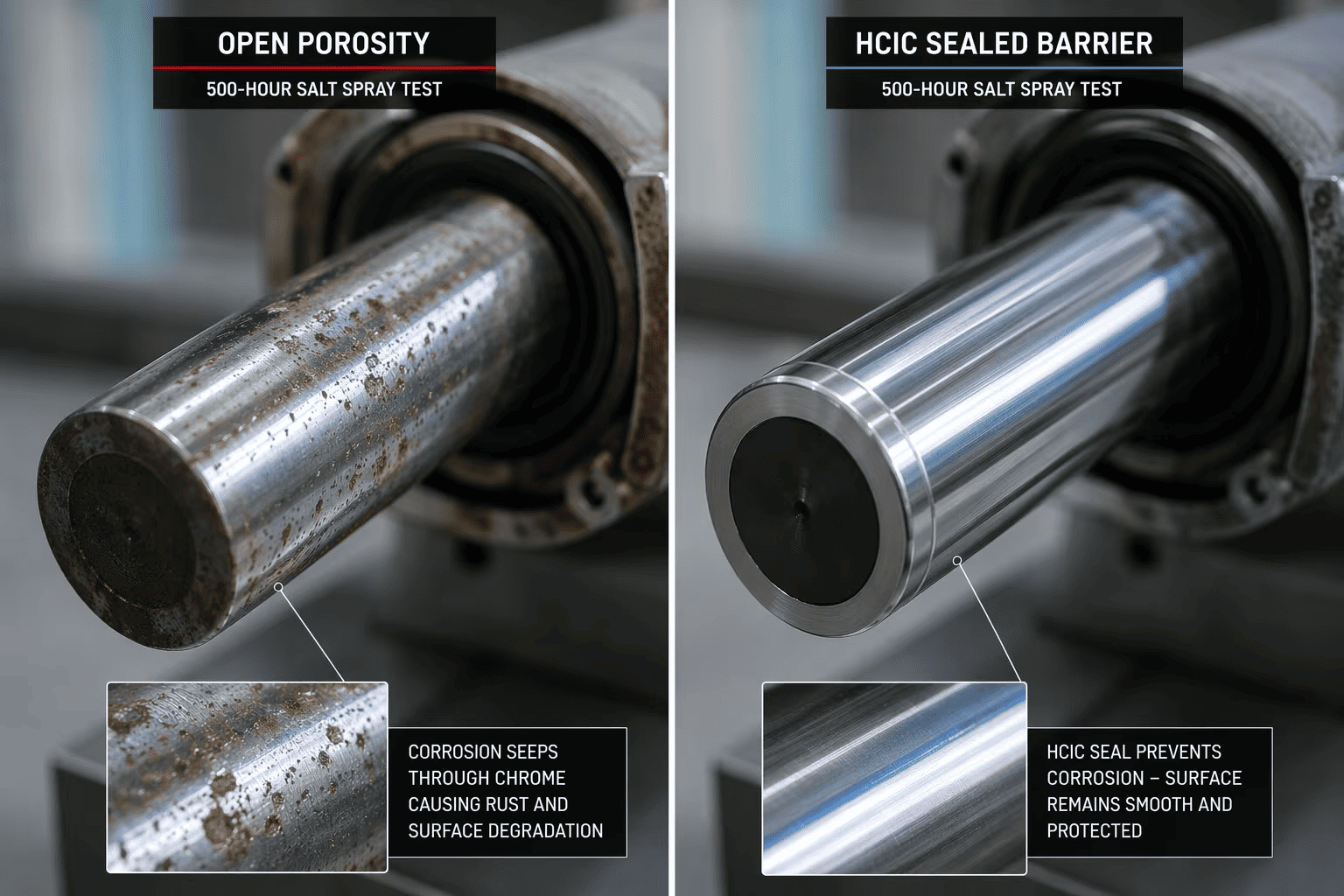
Let’s get real: Hard chrome plating isn't a solid block of metal. Under a microscope, every chrome-plated rod looks like a dried-up lake bed—it’s full of microscopic cracks and pores. This is the nature of the electroplating process. The real technical news isn't the plating itself; it's what's hiding inside those cracks. Generic vendors ship rods with "open" porosity that acts like a sponge for moisture and road salt. You won't see the rust today, but it’s already eating the base steel from the inside out.
When those micro-cracks harbor salt or chemical cleaning agents, a "one-way valve" effect occurs. As the custom hydraulic cylinder solutions cycle, the seals scrape these contaminants directly into your hydraulic oil.
At HCIC, our company news centers on the "Closure" protocol. We don't just plate; we seal the shield.
Demand the Salt-Spray Proof
If your current supplier can't show you a 200-hour or 500-hour Salt Spray Test (ASTM B117) report, they are guessing with your uptime. Don't be fooled by a mirror finish—ask about the porosity density. At HCIC, we provide the metallurgical logs and testing proof for every major OEM project. Ready to stop the hidden corrosion in your fleet? Contact our engineering team for a technical audit of your rod specs today.